
EOS ToolSteel 1.2709
Materialdatenblatt
EOS ToolSteel 1.2709
Ultrahochfester Werkzeugstahl für anspruchsvolle Formgebungsanwendungen
EOS ToolSteel 1.2709 ist ein ultrahochfester Maraging-Stahl für den Werkzeugbau. Seine hervorragenden Eigenschaften werden durch die Bildung intermetallischer Phasen und Ausscheidungen bei der Wärmebehandlung ermöglicht. Diese Eigenschaften ermöglichen einen erfolgreichen Einsatz in verschiedenen Anwendungen wie Spritzgießen, Kalt- und Warmumformung.
- Höchste Festigkeit und Härte
- Eigenschaften einstellbar bei unterschiedlicher Wärmebehandlung
- Ausgezeichnete Ermüdungsfestigkeit
- Gute Bearbeitbarkeit
- Kunststoff-Spritzgießen
- Werkzeuge für das Strangpressen
- Werkzeuge zum Heißpressen
- Druckgusswerkzeuge für Aluminium- und Zinklegierungen
Das EOS Qualitätsdreieck
EOS unterteilt diese TRLs in die folgenden zwei Kategorien:
- Premium-Produkte (TRL 7-9): bieten hochgradig validierte Daten, bewährte Fähigkeiten und reproduzierbare Teileeigenschaften.
- Kernprodukte (TRL 3 und 5): ermöglichen den Kunden einen frühen Zugang zur neuesten Technologie, die sich noch in der Entwicklung befindet und daher weniger ausgereift ist und weniger Daten enthält.
Alle Angaben in diesem Materialdatenblatt werden gemäß dem EOS-Qualitätsmanagementsystem und internationalen Normen erstellt.
PULVEREIGENSCHAFTEN
Die chemische Zusammensetzung von EOS ToolSteel 1.2709 Pulver entspricht der EN 1.2709
Chemische Zusammensetzung des Pulvers (Gew.-%)
| Element | Min. | Max. |
|---|---|---|
| Fe | Bilanz | |
| Ni | 17.0 | 19.0 |
| Co | 8.5 | 10.0 |
| Mo | 4.5 | 5.2 |
| Ti | 0.8 | 1.2 |
Pulver Partikelgröße
| GENERISCHE PARTIKELGRÖSSENVERTEILUNG | 20 - 65 μm | |
|---|---|---|
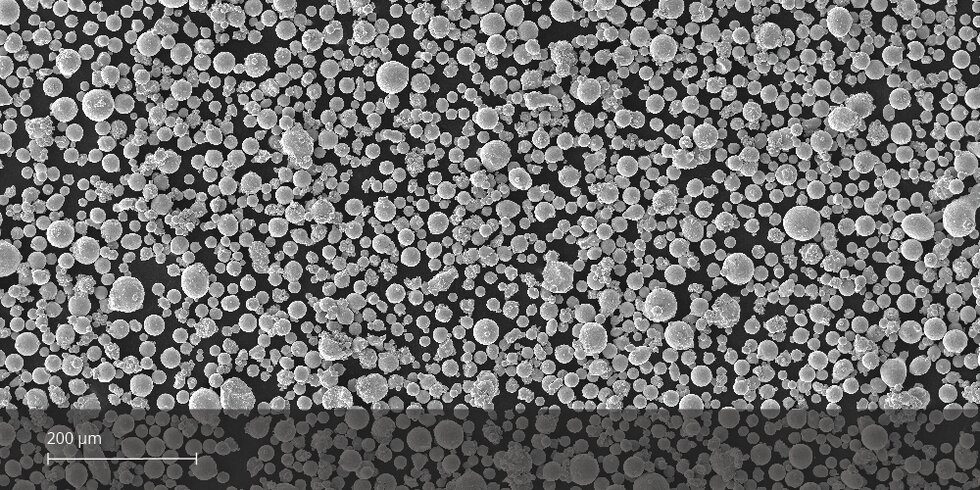
REM-Aufnahme von EOS ToolSteel 1.2709 Pulver
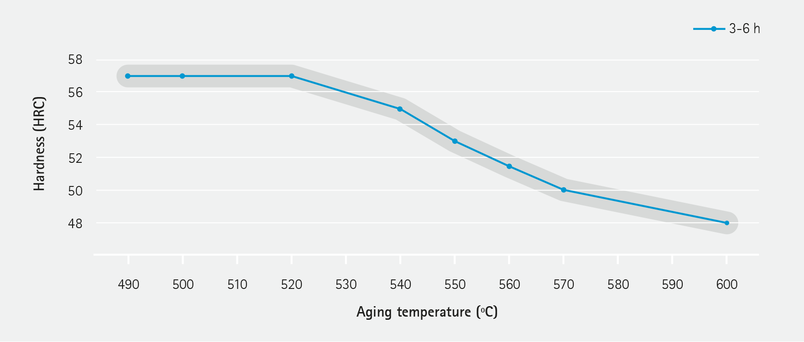
WÄRMEBEHANDLUNG
EOS ToolSteel 1.2709 kann entsprechend den Anforderungen der verschiedenen Anwendungen wärmebehandelt werden. Die zweistufige Wärmebehandlung kann unter Vakuum oder Schutzgasatmosphäre durchgeführt werden. Der erste Schritt ist das Lösungsglühen, um die Menge des Austenits in der martensitischen Matrix zu minimieren. Die erforderliche Härte und Festigkeit wird durch eine Alterungsbehandlung erreicht, bei der die Härtung durch die Bildung von intermetallischen Phasen und Ausscheidungen erfolgt.
Lösungsglühen:
2 h bei 940 °C (±10 °C), gemessen am Teil, gefolgt von einer schnellen Abkühlung an der Luft auf Raumtemperatur (unter 32 °C). Abkühlungsgeschwindigkeit 10-60 °C/min. Das Erreichen der Raumtemperatur vor Beginn der Alterungsbehandlung ist erforderlich, um das gewünschte Gefüge zu erreichen.
Alterung:
Für Spitzenhärte und -festigkeit 3-6 h bei 510 °C (±10 °C), gemessen am Teil, gefolgt von Luftkühlung. Die in diesem Dokument dargestellten mechanischen Eigenschaften werden durch dieses Alterungsverfahren erreicht. Bei sperrigen Teilen ist die Gleichmäßigkeit der Eigenschaften durch Verlängerung der Haltezeit auf bis zu 6 Stunden zu gewährleisten. Um die Dauerfestigkeit zu maximieren, wird eine Haltezeit von 6 Stunden empfohlen.
EOS ToolSteel 1.2709 für EOS M 290 | 40 µm
EOS M 290 - 40 µm - TRL 7
| System einrichten | EOS M 290 |
|---|---|
| EOS-Materialsatz | 1.2709_040_HiPerM291_1.00 |
| Software-Anforderungen |
EOSPRINT 2.7 oder neuere Version |
| Recoater Klinge | Keramik |
| Düse | EOS-Gitterdüse |
| Inertes Gas | Argon |
| Sieb | 75 µm |
| Zusätzliche Informationen | |
|---|---|
| Schichtdicke | 40 µm |
| Volumen Rate | 4,1 mm³/s |
| Typische Abmessungsänderung nach HT [%] | + 0.1 % |
Chemische und physikalische Eigenschaften von Teilen
Die chemische Zusammensetzung der gefertigten Teile entspricht der chemischen Zusammensetzung von EOS ToolSteel 1.2709 Pulver.

Mikrostruktur der hergestellten Teile
| Defekte | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittlicher Fehlerprozentsatz | 40 µm | 0.03 % | - |
| Dichte EN ISO 3369 | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittliche Dichte | 60 µm | > 8,05 g/cm³ | - |
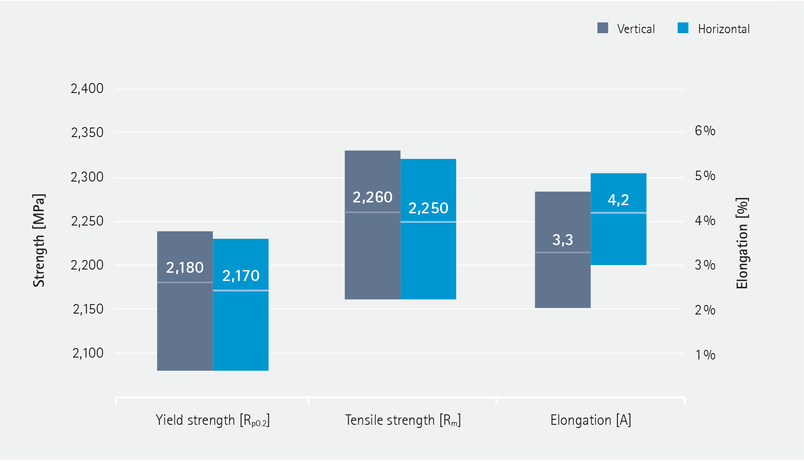
Mechanische Eigenschaften Wärmebehandelt
| EN ISO 6892-1 Raumtemperatur | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 2180 | 2260 | 3.3 | - | - |
| Horizontal | 2180 | 2250 | 4.2 | - | - |
Härte
| EN ISO 6508 Wärmebehandelt | |
|---|---|
| Wert | 57 |
| Einheit | HRC |
Schlagzähigkeit
| EN ISO 148-1, Charpy-V wärmebehandelt | |
|---|---|
| Typische Schlagzähigkeit | 10 |
| Schichtdicke | 60 µm |
Ermüdung
| Wärmebehandelt | |
|---|---|
| Ermüdungsfestigkeit [MPa] | 732 |
Ermüdungsfestigkeit bei 1 x 10 Millionen Zyklen im wärmebehandelten Zustand Die Ermüdungsfestigkeit bestimmt das Spannungsniveau, bei dem die Probe nach einer bestimmten Anzahl von Belastungszyklen versagt [ISO 12107]. Die Ermüdungsfestigkeit wurde gemäß ISO 12107 statistisch geschätzt. Die Prüfungen wurden gemäß ASTM E466 durchgeführt. Ermüdungsergebnisse weisen aufgrund der Art des Ermüdungsprozesses in der Regel große Abweichungen auf [ISO 12107].
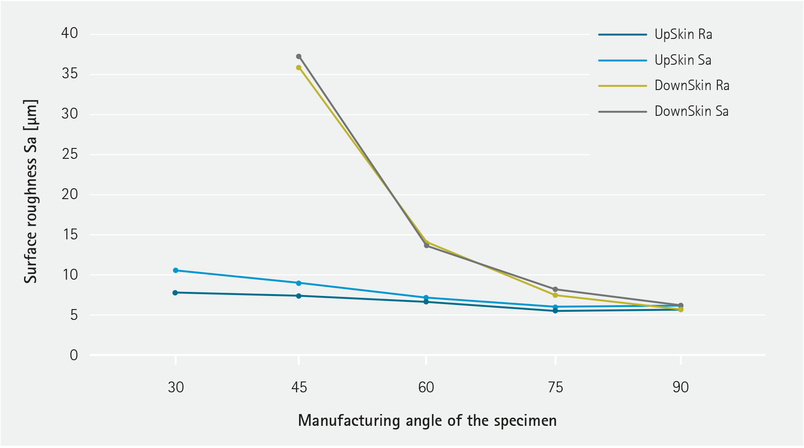
Oberflächenrauhigkeit
Elektrische Leitfähigkeit
| Orientierung | Typische elektrische Leitfähigkeit [%IACS] | |
|---|---|---|
| Wie hergestellt / / | Vertikal | 80 |
Wärmeausdehnungskoeffizient
| ASTM E228 | Temperatur |
|---|---|
| 10.75*10-6/K | 25 - 100 ºC |
| 11.15*10-6/K | 25 - 200 ºC |
| 11.5*10-6/K | 25 – 300 ºC |
| 11.51*10-6/K | 25 - 400 ºC |

EOS ToolSteel 1.2709 für EOS M 290
EOS M 290 - 40 µm - TRL 3
Prozessinformationen Metall
Hauptbeschreibung
| System einrichten | EOS M 290 |
|---|---|
| EOS-Materialsatz | 1.2709_040_HiPerM291_1.00 |
| Erforderliche Software Plan | EOS BUILD, EOS DATA INSIGHTS |
| Software-Anforderungen |
EOSPRINT 2.7 oder neuere Version |
| Recoater Klinge | Keramik, Kohlefaserbürste |
| Plattformtemperatur aufbauen | 4 °C |
| Düse | EOS-Gitterdüse |
| Inertes Gas | Argon |
| Sieb | 75 µm |
| Zusätzliche Informationen | |
|---|---|
| Layer Thickness | 40 µm |
| Volumen Rate | 4,1 mm³/s |
| Expositionsstrategie | Exp. Strategie |
| Wanddicke | 12 mm |
| Typische Abmessungsänderung nach HT [%] | Typ Dimen. + 0.1 % |
Chemische und physikalische Eigenschaften von Teilen
Die chemische Zusammensetzung der gefertigten Teile entspricht der chemischen Zusammensetzung von EOS ToolSteel 1.2709 Pulver.

Teil Eigenschaften Fußnoten
Mikrostruktur der hergestellten Teile
| Defekte | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittlicher Fehlerprozentsatz | 40 µm | 0.03 % | 4 |
| Dichte EN ISO 3369 | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittliche Dichte | 60 µm | > 8,05 g/cm³ | 4 |
Mechanische Eigenschaften
Mechanische Eigenschaften im Herstellungszustand
| AMS 2774 650°C | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 2 | 3 | 2 | 2 | - |
| Horizontal | 4 | 2 | 2 | 3 | - |
Wärmebehandlung

Fußnoten
Mechanische Eigenschaften Wärmebehandelt
| EN ISO 6892-1 Raumtemperatur | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 2180 | 2260 | 3.3 | - | - |
| Horizontal | 2180 | 2250 | 4.2 | - | - |
Wärmebehandlung Beschreibung

Fußnoten
Härte
| EN ISO 6508 Wie hergestellt | |
|---|---|
| Wert | 3 |
| Einheit | 4 |
| EN ISO 6508 H900 Wärmebehandlung | |
|---|---|
| Wert | 2 |
| Einheit | 3 |
| Anzahl der Proben | 4 |
Schlagzähigkeit
| EN ISO 148-1, Charpy-V wärmebehandelt | |
|---|---|
| Typische Schlagzähigkeit | 10 |
| Schichtdicke | 60 µm |
| Spezifischer Belichtungssatz | Standard |
Wärmebehandlung
Fußnoten
Ermüdung
Wärmebehandlung
Ermüdungsfestigkeit bei 1 x 10 Millionen Zyklen im wärmebehandelten Zustand Die Ermüdungsfestigkeit bestimmt ein Spannungsniveau, bei dem die Probe nach einer bestimmten Anzahl von Spannungszyklen versagt [ISO 12107]. Die Ermüdungsfestigkeit wurde gemäß ISO 12107 statistisch geschätzt. Die Prüfungen wurden gemäß ASTM E466 durchgeführt. Ermüdungsergebnisse weisen aufgrund der Art des Ermüdungsprozesses in der Regel große Abweichungen auf [ISO 12107].
Fußnoten
Wärmeleitfähigkeit
| AMS 2774 | Orientierung | [W/m*K] |
|---|---|---|
| Wie hergestellt | Vertikal | 2 |
| Wie hergestellt | Horizontal | 2 |
Wärmeleitfähigkeit Beschreibung
Fußnoten
Oberflächenrauhigkeit

Fußnoten
Sonstiges
Fußnoten
Sonstiges
Elektrische Leitfähigkeit
| AMS 2774 | Orientierung | Typische elektrische Leitfähigkeit [%IACS] |
|---|---|---|
| As Manufactured / 20 µm / Anwendungsoptimiert - Induktivitäten | Vertikal | 80-4 |
| As Manufactured / 20 µm / Anwendungsoptimiert - Induktivitäten | Horizontal | 4-4 |
Wärmebehandlung
Fußnoten
Wärmeausdehnungskoeffizient
| AMS 2774 Wie hergestellt | Temperatur |
|---|---|
| 10.72*10-6/K | 25 - 100 ºC |
| 11.15*10-6/K | 25 - 300 ºC |
| 14.51*10-6/K | 25 - 500 ºC |
Beschreibung HT CTE 25-100
Beschreibung HT CTE 25-300
Beschreibung HT CTE 25-500
Fußnoten CTE 25-100
Fußnoten CTE 25-300
Fußnoten CTE 25-500